砂處理系統流程圖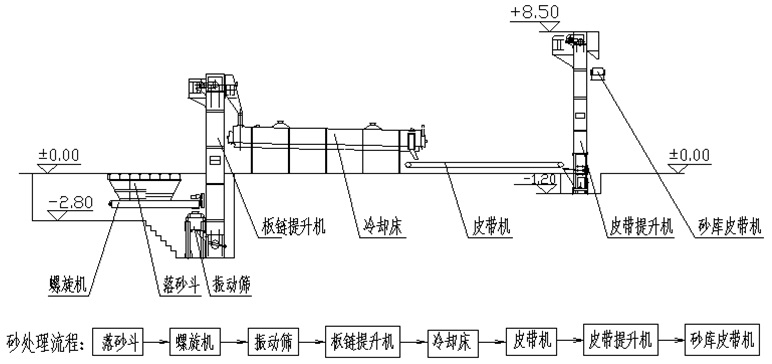
(一)開箱裝置:
在鑄件符合開箱工藝后,將砂箱鑄件等一起吊運至開箱裝置上,經過粗過濾,塊雜物截留在開箱裝置上。高溫型砂再經過螺旋輸送機后進入振動篩。

(二)螺旋輸送機
螺旋輸送機是保證整個砂處理系統正常工作的重要關鍵設備,起到定量輸送作用。為保證型砂冷卻效果,螺旋輸送機將高溫型砂(局部可達500℃以上)以均勻、定量輸送至振動篩進行篩分。
(三)振動篩 
該提升機輸送鏈條和鏈輪均為合金鋼制造,傳動機構為日本住友原裝減速機,并根據V法高溫型砂特性,特別設計,耐用可靠。耐高溫提升機將高溫型砂輸送至冷卻床。采用日本住友減速機。

(五)砂冷卻輸送床
我公司生產的冷卻床是專門為V法工藝設計的砂處理關鍵設備。(V法砂冷卻設備不能借用任何形式,特別是沸騰冷卻床)砂在設備體內不是處于沸騰狀態,而是處于一種氣固兩相體,呈流態狀行進,與冷卻水管充分全方位接觸并熱交換,因此冷卻效率高,對冷卻水管的磨損比砂處于沸騰狀態時小得多,使用壽命長,同時耗能也小得多。
當高溫型砂(局部可達500℃以上)進入冷卻床后,將型砂有效冷卻至滿足工藝要求后( 50~55℃ ),經皮帶輸送機、斗式提升機、皮帶輸送機,卸至砂斗,待用。

(六)帶式斗提機
帶式斗提機將冷卻后的型砂提升至設在斗提機與儲 砂斗連接平臺上的皮帶輸送機上,卸至儲砂斗待用。
砂斗連接平臺上的皮帶輸送機上,卸至儲砂斗待用。
砂斗內裝有上、中、下料位器,當型砂位在下料位時,會發出報警信號,通知加砂。否則,造型線將自動停止工作。
當型砂在中料位時,將有聲光報警通知,工作人員需馬上加砂,再不加砂,砂斗余砂將不會運行很長時間。
當型砂加至上料位時,該卸料器停止卸料轉入下一卸料工位,只有在所有上料位均為滿料時,加砂系統將自動停止工作。
本砂處理系統為全自動控制,無需工作人員操作(加砂時按一次啟動按鈕除外)。
(七)皮帶機


-

- 砂處理系統
-

- 砂處理系統
-

- 砂處理系統
- 2014-04-01 > 熱烈祝賀我公司V法造型線機械手自動翻合箱機調試成功
- 2012-05-30 > 我公司網站圖片被盜用
- 2012-05-16 > 江陰鑄造:用誠信鑄就品質 靠創新贏得市場
- 2012-05-15 > 20th沖天爐熔煉工藝實踐
- 2012-05-15 > 熱烈祝賀我公司新網站建成
- 2012-05-07 > 云貴地方焦在長爐齡沖中爐上的應用
- 2012-05-04 > 延長除塵器布袋壽命的注意事項
- 2012-05-03 > 氣箱脈沖布袋除塵器要注意的安全操作規程
- 2012-05-01 > 論水冷無爐襯冷風大雙沖天爐熔煉高溫優質鐵液
- 2012-04-30 > 林格曼黑度
-
 V法鑄造設備系列總介紹
V法鑄造設備系列總介紹 -
 水循環系統
水循環系統 -
 除塵系統
除塵系統 -
 真空系統
真空系統 -
 砂處理系統
砂處理系統 -
 造型系統
造型系統 -
 V法鑄造生產線視頻
V法鑄造生產線視頻 -
 我公司起草制定V法行業標準
我公司起草制定V法行業標準