我公司新研制的V法造型線機械手自動翻合箱機
于2014年4月在徐州冠華機械集團公司一次調試成功
沛縣東明鑄造有限公司制造安裝的10t/h外水冷兩班制沖天爐兩臺套及V法造型線
一、簡述
V法造型(Vacuum Process Moulding)又名真空密封造型。
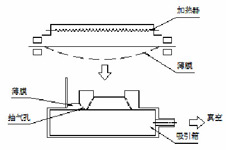
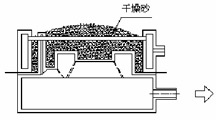
將干燥原砂(不加粘接劑,無需混制)填入砂箱內。兩端用塑料薄膜覆蓋密封,然后自砂箱內抽出空氣,在一定的真空度下砂粒之間失去相對運動,從而形成鑄型。這是一種國際上公認的^先進的物理造型方法。
七十年代,日本發明該項技術,并很快轉化為規模生產,引起國際鑄造界極大反響,紛紛開發研究。我國八十年代開拓引進該項技術和設備,同時上海、武漢、北京、沈陽、合肥的鑄造界科技人員均各自著手研制生產及試驗工裝設備。目前國內已擁引進及自制V法鑄造生產線約七十多條(簡易V法線除外),成批生產配重塊、浴盆、閥體、車轎、輪轂、減速箱體、機床……等各種鑄件。
V法鑄造可以適用于鑄鋼、鑄鐵、有色金屬等各種材質的鑄件。它以尺寸精度高、表面粗糙度低、鑄造缺陷少、操作簡便、成本低廉、型砂無需混制等優點越來越受到國內鑄造行業青睞。
我公司于89年與原合肥叉車廠合作,根據引進的日本新東V法生產線,研制、開發并生產安裝了國內第一條用于生產叉車平衡塊的V法生產線(包括二工位轉臺式造型機組,砂處理冷卻線,雙壁抽真空專用砂箱等,這條線投產20年來一直正常生產至今)。20年來,我廠已成功地為國內衛浴,各種配重及平衡重等行業提供了轉臺式、小車式造型線近170條,砂處理冷卻線180多條。如日本TOTO(南京公司)、TCM(合肥公司)、合力股份、徐州冠華(中件線、大件線各一條)、徐州勝海(中件線、大件線各一條)、滄州中德鑄業(中件線、大件線各一條)、廊坊歐瓏(大、中、小件線各一條)、山西華翔、合肥強力、河北鹿源鑄業、寶雞超順、徐州東明鑄造、晉江中德順、廈門東孚鑄造、柳州金特、襄樊金耐特、寧夏金海玉隆等廠家和公司。實踐證明,這些造型線和砂處理冷卻線,均達到甚至超過了引進的日本新東線,是目前國內在V法鑄造工藝,成套設備研制、開發早;技術完善、先進;成套性強;質量穩定可靠;服務好;用戶多;評價高;市場占有率大的供貨商。已形成為用戶提供技術咨詢、工藝布置、成套設備的設計、制造、安裝、調試等工程交鑰匙服務。歡迎有關^和廣大用戶商洽、研討,攜手合作。
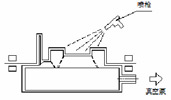
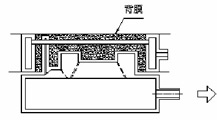
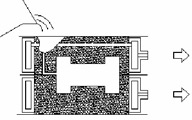
二、V法造型工藝原理
|
1、模型及薄膜加熱 |
|


三、V法鑄造的工藝特點及鑄件質量
1、工藝特點
(1)型砂,一般采用干燥石英砂,不加粘接劑,不需混碾,故無需濕法鑄造用的型砂、混制、磁選、松砂等設備。
(2)鑄型在適當的真空度下,砂的緊實度及表面硬度都高于多觸頭高壓造型。故能保證鑄件有高的尺寸精度。
(3)型腔采用塑料薄膜成型,故鐵水流動性較好,能保證鑄件薄壁處形狀^,鑄件表面質量高。
(4)允許采用木模,金屬模或合成樹脂模,要注意模型的中空結構及強度,木料要干燥,并根據模型形狀開通足夠的小抽氣孔,以保證薄膜成型。對于高度不大的垂直面,無需考慮拔膜斜度。
(5)澆注系統一般可采用敞開式,有檔渣,敞渣措施,因塑料薄膜為熱塑性塑料,不宜長時間受高溫鐵水烘烤,故澆注速度宜快些且不允許斷流。
(6)鐵水在鑄型中冷卻,開始瞬間較快,以后全靠鑄件本身傳熱,冷卻較慢,故為鑄鐵件則硬度略低,抗拉強度提高,白口傾向小,但薄壁鑄件冷卻速度高于濕法鑄造。
(7)對砂芯無特殊要求,但要上好耐火涂料。砂芯數量越少越好,由于塑料薄膜成型性能好,有些鑄件上的孔凹槽等可不要下芯而直接吸附成型。
(8)真空度可分為高、低兩種,造型及澆注時一定要保證足夠高真空度,澆注完畢后至開箱前可以采用低真空度。
(9)V法鑄造真空泵有噪音,造型及開箱、砂處理等工序有粉塵,應采取環境保護措施。
(10)開箱、砂處理及鑄件清理工序均比濕法鑄造簡化,設備投資也較省。
2、V法鑄造的產品質量
(1)鑄造表面光潔、平整、輪廓清晰、銳角及凸臺部位充填飽滿,用以鑄造工藝品,則線條及細部清楚、明白、可與原型一致。
表面粗糙度(GB6060.1—85)
鑄鋼件及鑄鐵厚大件 Ra25-50μm
鑄鐵中小件、有色金屬鑄件 Ra6.3-25μm
(2)鑄件尺寸準確,有利于少無切削加工,相應地鑄件重量精度也高。
鑄件尺寸公差(GB6414—86)
V法鑄造 CT 7—9
手工砂型 CT 11—13
鑄件重量公差 (GB/T 11351—89) MT 7—9
(3)鑄件基本上消除因型腔表面問題產生氣孔、砂眼、粘砂、多肉等一般砂型鑄造常見的缺陷。
(4)當前我國已能用V法鑄造生產薄壁件(如浴盆δ=5-6mm),厚大件(如配重,壓模δ=300-400mm,重量在幾十公斤至幾十噸)。細長件(如道叉,長約5-6m)及異形件(如泵殼,葉輪等),但不適合鑄造內腔形狀復雜,坭芯過多及重量太輕的鑄件。
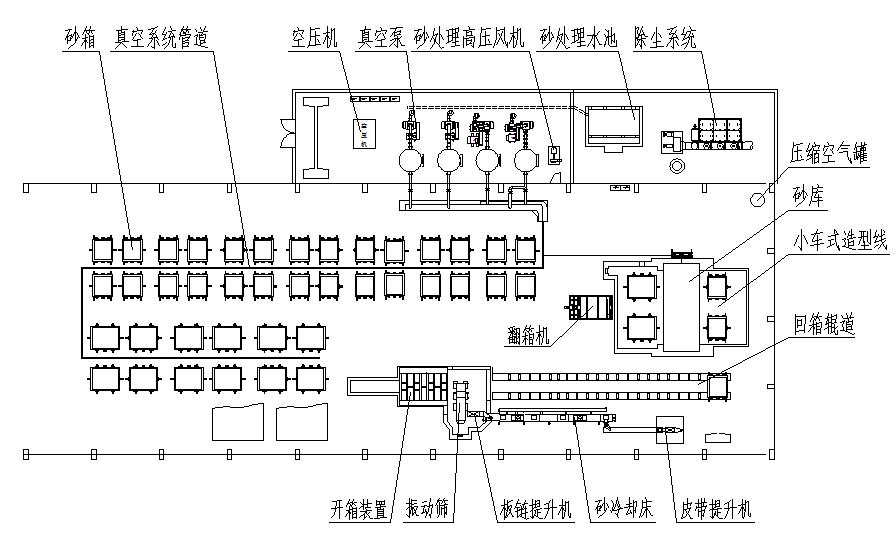
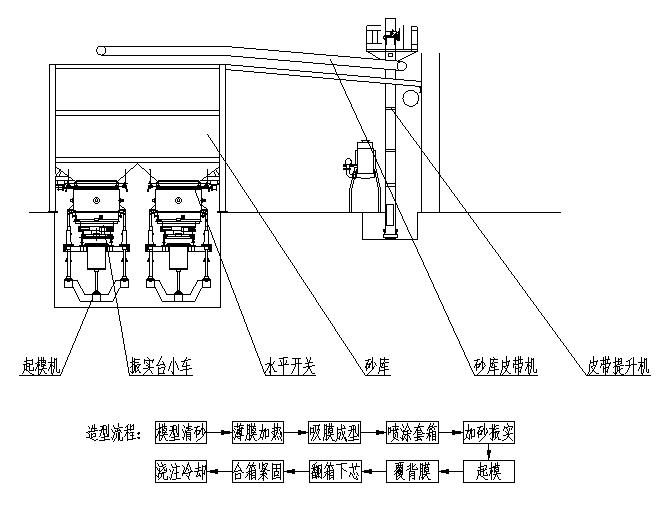
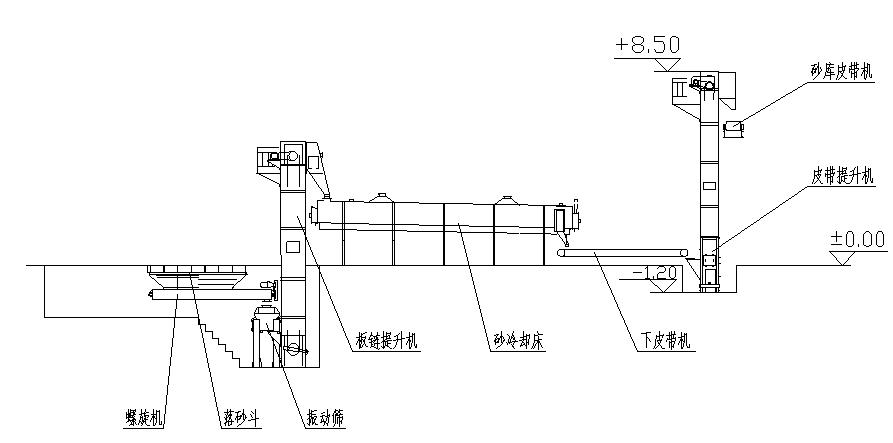
四、V法造型工藝流程
V法鑄造工藝布置圖
V法鑄造造型系統流程圖
-

- V法設備介紹
-

- 造型系統布置圖



- 2014-04-01 > 熱烈祝賀我公司V法造型線機械手自動翻合箱機調試成功
- 2012-05-30 > 我公司網站圖片被盜用
- 2012-05-16 > 江陰鑄造:用誠信鑄就品質 靠創新贏得市場
- 2012-05-15 > 20th沖天爐熔煉工藝實踐
- 2012-05-15 > 熱烈祝賀我公司新網站建成
- 2012-05-07 > 云貴地方焦在長爐齡沖中爐上的應用
- 2012-05-04 > 延長除塵器布袋壽命的注意事項
- 2012-05-03 > 氣箱脈沖布袋除塵器要注意的安全操作規程
- 2012-05-01 > 論水冷無爐襯冷風大雙沖天爐熔煉高溫優質鐵液
- 2012-04-30 > 林格曼黑度
-
 V法鑄造設備系列總介紹
V法鑄造設備系列總介紹 -
 水循環系統
水循環系統 -
 除塵系統
除塵系統 -
 真空系統
真空系統 -
 砂處理系統
砂處理系統 -
 造型系統
造型系統 -
 V法鑄造生產線視頻
V法鑄造生產線視頻 -
 我公司起草制定V法行業標準
我公司起草制定V法行業標準